
Summary
In this paper, several recycled OCC pulps were tested for non-fibrous impurities in a simple and easy way. Wet processed OCC pulp samples have much less impurities and fines screen residuals when compared with dry-milled OCC pulp samples. Jingxing Paper is successfully using wet processed OCC pulp to produce tissue paper and hygiene products with higher bulk, water absorption, and good tensile strength while maintaining softness and drainage through an Andritz deink pulping line and a highspeed Valmet DCT200 HS tissue machine.
Key words: Recycled OCC pulp, wet processed recycled pulp, dry-milled recycled pulp, non-fibrous impurity content, deink plant, 100% recycled OCC tissue paper and hygiene products.
Introduction
With the rapid take-off of China’s economy and the gradual awakening of environmental awareness, the negative effects of “foreign garbage” are becoming more and more obvious. Much of imported solid waste is mixed with domestic waste, medical waste, radioactive materials and other harmful substances, and the pollution generated during the treatment process poses a serious threat to the ecological environment and people’s health. In January 2021, China fully implemented the National Sword policy — a sweeping ban on most solid waste imports, including unsorted and recycled paper.
Paper producers in China use waste paper for more than 68% of their raw material. After the ban was implemented [1], Zhejiang Jingxing Paper, in response to the Chinese national policy of banning the import of foreign waste, made a decision to build a wet processed recycled pulp production base overseas.
In Selangor, Malaysia, the company invested US$515.9 million to establish King Hing Holdings (Malaysia) Co. Ltd., which implemented a project to produce 1.4 million tons per year of wet processed recycled pulp from American waste corrugated cardboard (AOCC). The first stage, 800,000 tons per year of market recycled pulp, is already in operation, and the second stage, a 600,000 tons per year kraft linerboard machine, will be started up at the end of 2026 (Fig. 1 and Fig. 2).


However, with increasing competition and rising production costs, problems have arisen. Some domestic paper companies, under the guise of importing recycled pulp, have skipped conventional pulping processes and instead directly shredded waste paper into fragments, packaged it, and brought it into the country as so-called dry-milled recycled pulp, creating potential environmental risks. Some samples contained excessive impurities and unidentified bacteria, making it impossible to change their true identity as “solid waste,” and were refused entry by customs. On Oct 9, 2025, the Chinese government announced a new regulatory requirement for imported recycled pulp. Importers must now declare whether their pulp products are produced through the dry-milled process or wet process.
The national standard for imported recycled pulp was reviewed at the end of 2025 and updated on 31 Mar 2026 to include microbial testing (GB/T 43393-2026, Recycled Pulp). According to the latest statistics released by the General Administration of Customs, the total amount of recycled pulp imported by China in 2024 was about 4.14 million tons, of which about 3.6 million tons was produced by the dry-milling process.
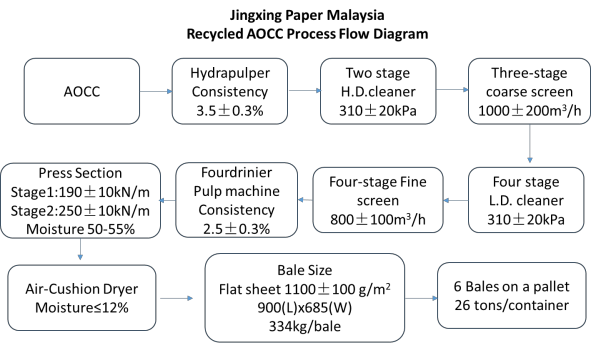
At the Jingxing Paper Malaysia site, 800,000 tons per year of recycled AOCC pulp uses wet processing technology consisting of two Voith-supplied old corrugated container (OCC) systems with a combined processing capacity of 2,400 tons per day, two pulp dryers provided by Chinese supplier Weifang Hicredit, and a pulp sheet cutting and bailing system from another Chinese supplier, the Chaint Corporation. The flow diagram is shown in Fig. 3. The pulping processes remove dirt, metals, plastics and sticky impurities from raw materials.
At Jingxing Paper, we have done a lot of research on testing the quality of recycled OCC pulp. As part 1 of this study, we developed “a new and quick testing method for evaluating commercial OCC recycled pulp” which was published in the TAPPI Journal in 2023 [2]. This method has been successfully adopted by Jingxing Paper linerboard production lines as a mill internal standard to replace laboratory refining and handsheet making procedures.
In this paper, as part 2 of this study, we have developed a method to detect non-fibrous impurities in recycled pulp which has also been implemented as a mill internal standard. Recycled OCC pulp can be used in high quality kraft linerboard, container boxboard and sack paper. In this paper, with office waste getting less and less, the use of recycled OCC through a deinking system to make natural coloured hand towels and other tissue paper hygiene grades on a highspeed tissue machine is also discussed, especially the stock approach system required for using recycled OCC pulps.
1. Experiment
1.1 Pulp samples
All pulp samples were purchased raw materials of Jingxing Paper (Fig. 4 and Fig. 5). Samples A and B were wet processed recycled OCC pulp. Samples C and D were dry-milled recycled OCC pulp.


1.2 Pulp screening instruments
Electronic balance (Shanghai Shangping Instrument JA2003); standard fiber disintegrator (Dongguan International Instrument Enterprise IMT-SJ01); optical microscope (Shenzhen AOSI Micro Optical Instrument T2-HD206); flat screening machine (PL15-A Laboratory Standard Screening Machine, TAPPI UM242).
1.3 Impurity test methods and steps
1.3.1 Pulp sample collection
Pulp sample collection followed GB/T 740 and ISO 7213:1991. Determination of moisture in analytical specimens followed GB/T 462-2008 (paper, cardboard and pulp).
1.3.2 Sample preparation
Take 80 grams of OD pulp sample, tear it into small pieces of about 5 cm × 5 cm by hand, dilute it to 4% consistency with tap water at room temperature, and disintegrate it for 5 minutes in a standard fiber disintegrator.
1.3.3 Sample screening
The sample is screened with a 0.15 mm slotted sieve plate placed between the wash chamber and the container (sieve plate size: 307 mm × 268 mm; sieve seam: length 45 mm, width 0.15 mm ± 0.005 mm). Pressing the fill button sprays water through the ring nozzle onto the sieve plate. The sample is added when the water reaches the 25 mm mark. As soon as water flows over the weir plate into the overflow, the motor starts. The vibrating motion of the membrane sucks fibers and pieces smaller than the slot width through the sieve plate.
1.3.4 Shive measurement
The shives remain on the plate. On ending the wash cycle the water is drained. The shives remaining on the screen are rinsed off, collected, dried and weighed. The percentage of shive to pulp used is calculated. Detection and estimation of non-fibrous impurities is by visual method. The amount of non-fibrous impurities such as plastic sheets, plastic films, foam, tape paper, and adhesives larger than 5 mm is calculated in mm²/kg.

1.4 Fiber morphology analysis
The pulp sample was disintegrated according to ISO 5263. A diluted suspension of 20 mg/L was tested using a MorFi fiber analyzer.
1.5 Pulp properties analysis
Pulp slurry liquor passed through a 300 µm mesh screen was collected and tested for conductivity (DDS-307, Shanghai Leizi Instrument), turbidity (HACH TL2310), and PCD (Mütek™ PCD-06, GB/T 24994-2010). Other testing standards included in this study were:
- ISO 5267/1 — Schopper-Riegler test
- TAPPI T211 — Ash content test
1.6 Tissue paper properties analysis
All tissue paper samples were properly conditioned in a room maintained at 50% relative humidity and a temperature of 23°C for 24 h (TAPPI T402). Other testing standards included in this study were:
- TAPPI T410 — Basis weight
- TAPPI T411 — Thickness
- GB/T 24328.3-2020 — Dry tensile
- GB/T 20808-2011 — Wet tensile
- GB/T 8942-2016 — Softness
A tissue softness analyzer (TSA Tactile Sensation Analyzer from emtec) was also used to measure hand-feel (HF), softness (TS7) and texture (TS750) values.
2. Impurity test results and discussion
Figures 7 and 8 are pictures of sieve residues of wet recycled pulp samples A and B. Figures 9 and 10 are the residues of dry-milled recycled pulp samples C and D.
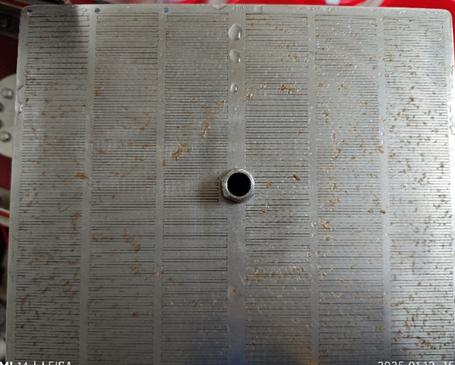
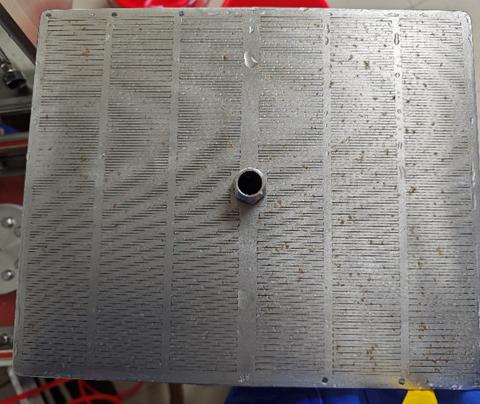


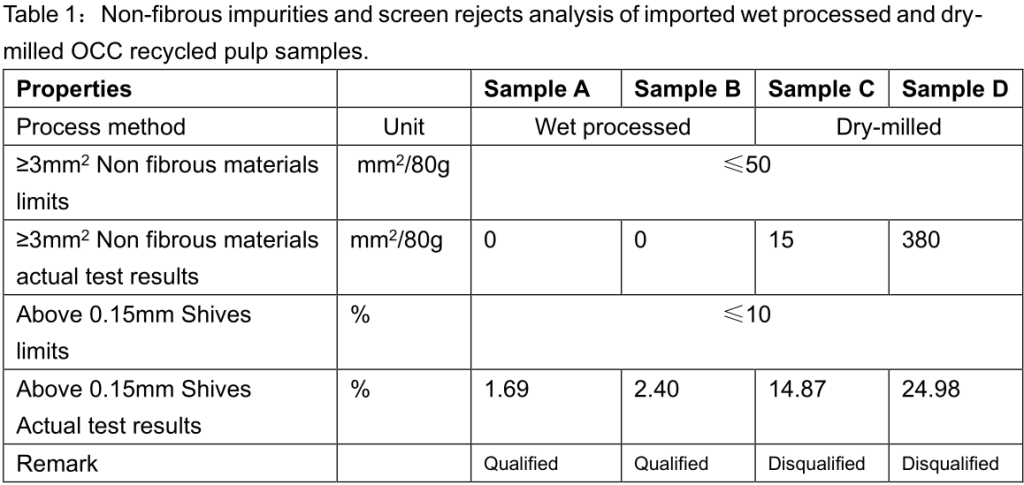
This method is easy to carry out, and the results are shown in Table 1. The wet processed OCC pulp has very few impurities. However, the dry-milled samples have a lot of non-fiber impurities and screening residuals. The dry-milled samples do not meet our mill standard.
3. Producing high quality tissue products on a highspeed Valmet DCT200 HS tissue machine
In 2023, Zhejiang Jingxing Paper successfully started up an Andritz deinking line (Fig. 11) processing a mix of office waste and old books with a capacity of 200 bdt/d. It produces superior de-inked pulp for white-top linerboard and recycled tissue products. With three loops of flotation, two high consistency CompaDis dispersing units and a high consistency peroxide bleaching tower, it enables highest deinked stock quality.

However, the availability of office waste has been continuously decreasing in recent years owing to the reduction of printing and writing paper consumption [3]. Consumers’ rising interest in brown tissue papers, perceived as sustainable, has increased the market share and selling price of such products despite their limited performance. At Jingxing Paper, we have successfully produced natural coloured 100% recycled tissue products using upcycled OCC pulp from Jingxing Malaysia. The pulping and cleaning process diagram is shown in Fig. 12. Fig. 13 shows TM6 (Valmet DCT200 HS tissue machine) running upcycled OCC pulp grade.


Table 2 shows the pulping line and TM6 wet end properties during OCC runs. Through screening and cleaning processes, the pulp is very clean. After high temperature and high consistency dispersion treatment with an Andritz CompaDis disperser, pulp is refined and fibrillated to 36 °SR beating degree. Further refining to 40-46 °SR before the tissue machine gives strong and soft tissue properties. The final paper ash content is 3.2-3.4%.
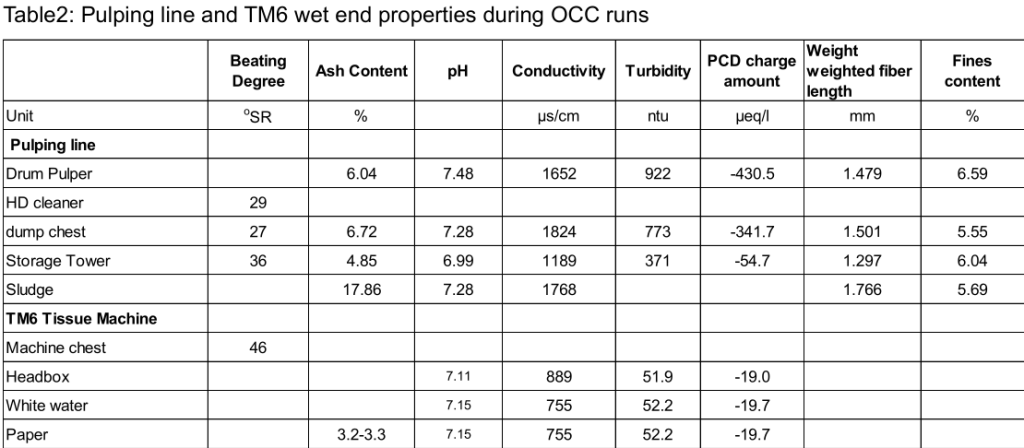
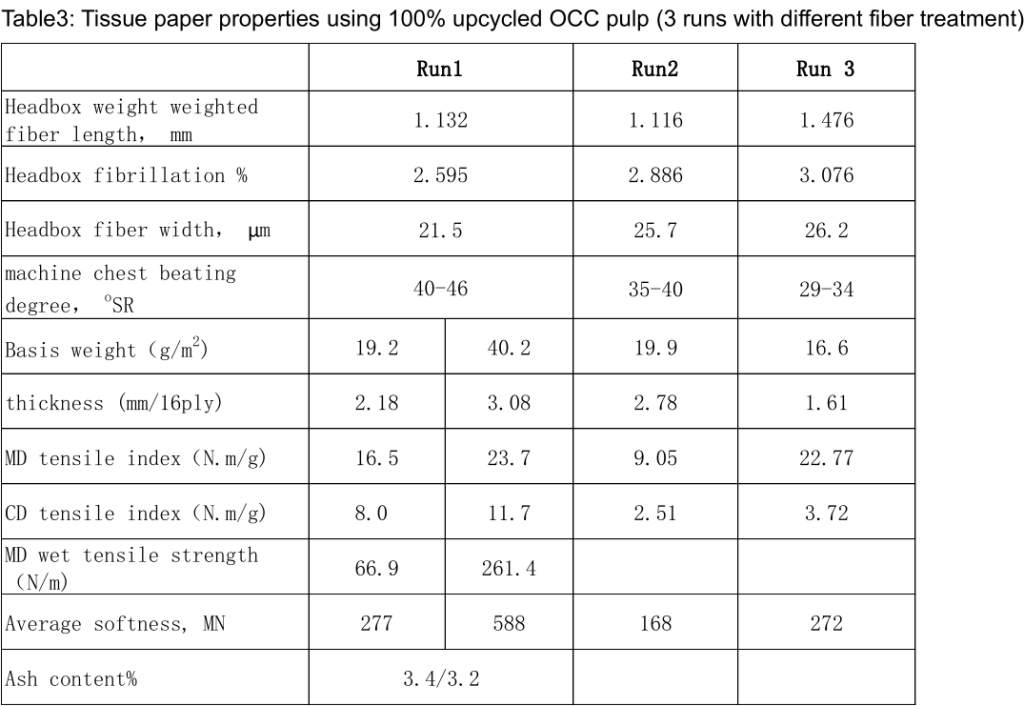
Table 3 shows three OCC runs with different fiber treatment and basis weight ranges. Fig. 14 shows the formation of 19 g/m² and 40 g/m² products from the tissue machine. With the finishing and converting lines, we can produce superb final products including toilet tissue paper, kitchen paper towels, napkins and wrapping tissue.

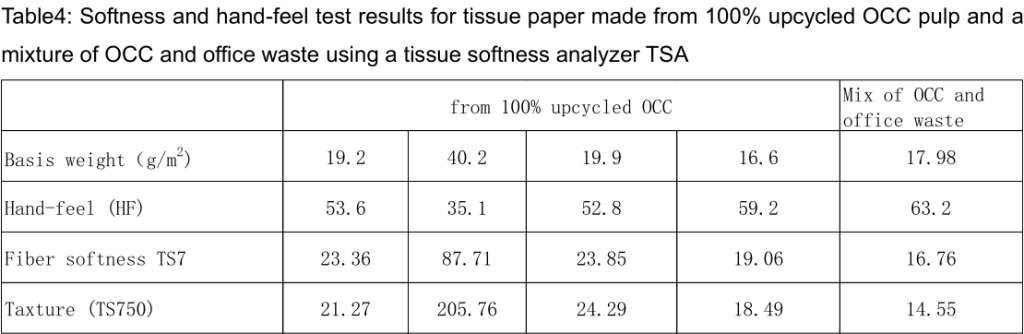
At Jingxing Paper, we also produce natural coloured 100% recycled tissue products using a mixture of upcycled OCC pulp and office waste (Fig. 15). Fig. 16 and Table 4 show a toilet roll (4 ply with basis weight 18 g/m²) made from a mixture of OCC and office waste. This has excellent hand-feel, softness and a natural colour appearance when compared with tissue paper products using 100% OCC pulp.


4. Conclusion
In this paper, four imported upcycled OCC pulp samples (two wet processed and two dry-milled) were evaluated for impurities using combined laboratory screening and visual testing. This method has been successfully adopted by a large Chinese paper and boxboard manufacturer as a mill internal standard. With proper screening and cleaning processes through a deink plant supplied by Andritz, wet processed upcycled OCC pulp from Jingxing Malaysia can be successfully used to produce high quality natural coloured 100% recycled tissue products. Using a mixture of upcycled OCC pulp and office waste, we can produce 100% recycled tissue products with excellent hand-feel, softness and natural coloured appearance.
5. Literature Cited
- Xu, W., “Review and outlook of China’s recycled fiber market,” China Pulp Pap. Ind. 41(1): 35 (2020).
- Sun, Y.P., Lv, X.F., Zhou, P.Y., and Cheng, Z.B., “A new and quick testing method for evaluating commercial OCC recycled pulp,” TAPPI J. 23(7): 395-399 (July 2024).
- Fastmarkets RISI, Fastmarkets RISI Intelligence, https://www.risiinfo.com/ (accessed 2021-10-12).